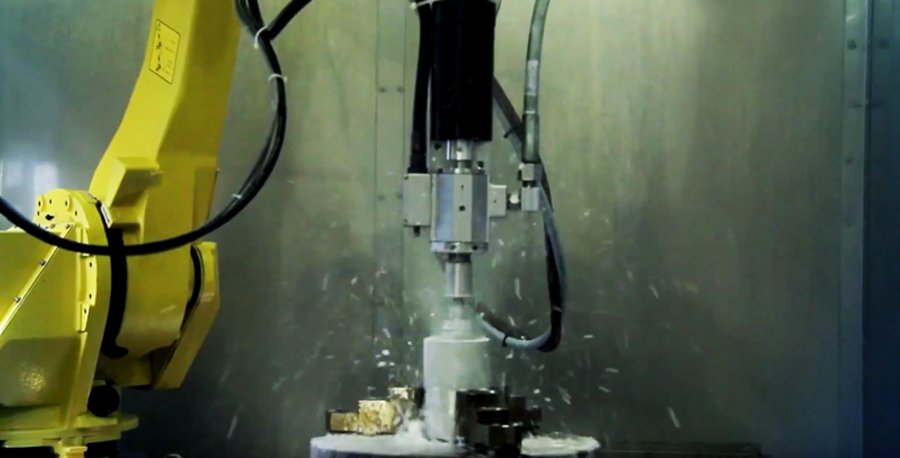

Industrial Water Jet Devices
Located in Ottawa, Canada, VLN designs and manufactures customized Pulse Water Jet devices for industry specific applications including aerospace, heavy equipment, power generation and automotive parts manufacturing.
As grit blasting continues to be replaced with more environmentally friendly water jetting technologies, VLN’s patented Pulse Water Jet (PWJ) technology will allow companies to achieve SSPC standard surface finishes using only water!
Whether your needs are for coating removals, surface preparation, peening, deburring or more, VLN Advanced Technologies can provide your company with highly efficient systems.
Recent News
From government scientist to entrepreneur to philanthropist
Tim Blaisdell, President VLN advanced Technologies, VLN Biotech